- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Greek
- German
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
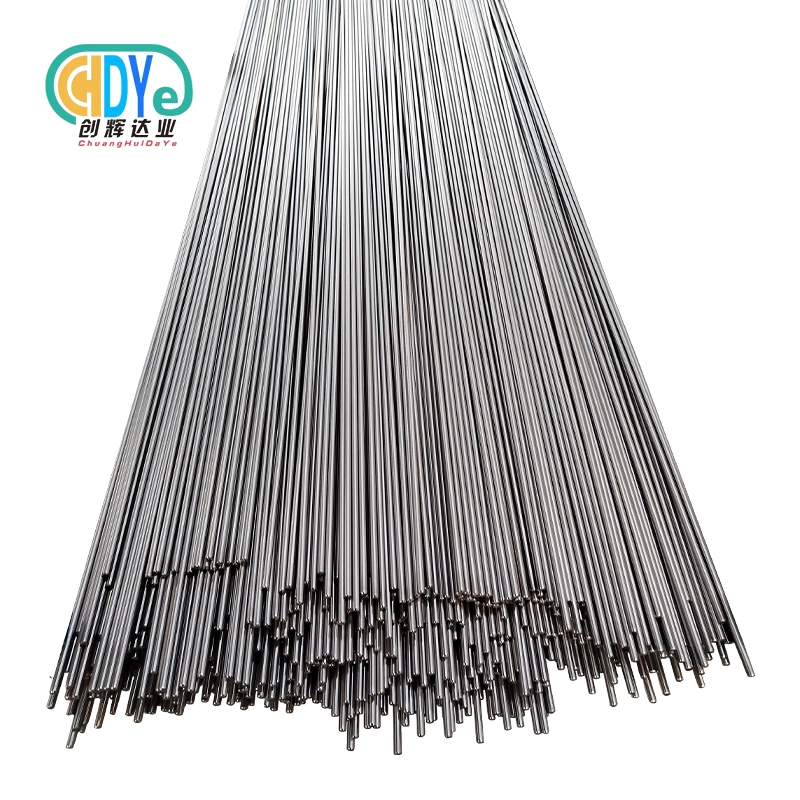
Titanium Rod Manufacturing Process: What You Should Know?
During the production process of titanium rods, vacuum arc remelting, hot forging, extrusion, and heat treatment are some of the metalworking steps that turn raw titanium sponge into precision-engineered cylinder parts. To meet strict industry standards like ASTM B348 and ISO 5832, each step carefully checks the material's quality, substructure, and dynamic qualities. If procurement professionals understand this process, they can better judge the capabilities of suppliers, estimate lead times, and choose materials that balance strength-to-weight ratio with corrosion resistance. This is especially important in aerospace, medical, chemical processing, and semiconductor applications, where titanium's unique mix of biocompatibility and durability makes it unbeatable.

Understanding Titanium Rods – Composition, Grades, and Properties
What Makes Titanium Rods Different?
Bars made of titanium alloy are solid, cylinder-shaped mill goods made from commercially pure titanium rod or special mixtures. The material is crucial in places where normal metals wouldn't work. Commercially pure grades, like Grade 2, have controlled oxygen levels that make them over 99% titanium. This makes them very resistant to rust and simple to weld. Grade 5 (Ti-6Al-4V) has 6% aluminum and 4% vanadium in it. This makes an alpha-beta alloy structure that has a tensile strength of more than 895 MPa and a mass of about 4.43 g/cm³, which is almost half that of steel.
Key Properties That Drive Adoption
The solid structure and the alloying elements used to make titanium parts determine their mechanical behavior. At Chuanghui Daye, we work with both commercially pure and alloyed types of steel to meet the needs of different applications. The material has amazing properties that solve long-standing technical problems:
Grade 2 commercially pure titanium has a minimum tensile strength of 345 MPa and is effortless to shape. This makes it perfect for chemical processing equipment where strong acids would quickly wear down stainless steel. Its spontaneous oxide layer (TiO₂) grows back right away after being scratched, protecting against rust forever without coats or upkeep.
Grade 5 titanium metal has a tensile strength of about 860–965 MPa and a stretch of 10–15 %. It keeps its shape and doesn't wear down easily. Aerospace companies use this grade for parts of landing gears and turbine engines where reducing weight directly leads to better fuel economy. The metal stays strong at temperatures up to 400°C, which is better than aluminum alloys, which soften above 150°C.
The Extra Low Interstitial (ELI) version of Grade 5 keeps the oxygen level below 0.13%, which makes the material more flexible and harder to break. Ti-6Al-4V ELI is used to make orthopedic implants because its elastic modulus (110 GPa) is closer to the 30 GPa of human bone than it is to stainless steel's (200 GPa). This means that stress-buffering effects that cause implants to come loose are lessened.
Chemical Composition Standards
The final performance of a material depends on how well the chemicals are controlled during melting. Standard Grade 5 makeup ranges include 5.5–6.75% aluminum, 3.5–4.5% vanadium, and minor elements and titanium in amounts below certain limits. Standard Grade 5 usually has between 0.13 and 0.20% oxygen, less than 0.05% nitrogen, and less than 0.08% carbon. These intermediate parts make the material stronger, but too much of them can make it less flexible.
Our factory in Baoji, Shaanxi Province—known as China's Titanium Capital—has strict rules for inspecting materials that come in. Before freezing, spectrographic analysis is done on each batch of titanium sponge to make sure that the makeup is correct before a lot of time and money is spent on processing.
Overview of Traditional Titanium Rod Manufacturing Methods
From Sponge to Ingot
Titanium sponge is the porous metal that is made when magnesium is added to titanium tetrachloride during traditional production. Vacuum arc remelting (VAR) is needed to turn this sponge into dense bars. A disposable electrode is used to melt titanium sponge in a copper crucible that is cooled by water and in a high vacuum (below 10⁻² Pa). Multiple remelting processes, usually two or three passes, even out the chemistry and get rid of any remaining pores.
VAR deals with the fact that titanium reacts forcefully with gases in the air. Titanium furiously consumes oxygen, nitrogen, and hydrogen at temperatures above 600°C, making molecules that are weak. The vacuum environment keeps the mixture from getting dirty, and electromagnetic stirring during solidification smooths out the grain structure and spreads out the alloying elements evenly.
Forging and Hot Working Challenges
Ingots go through primary breakdown forging at temperatures between 950°C and 1100°C after they have been made. Hydraulic presses use controlled bending to improve the structure of the cast and close up any microshrinkage that is still there. There are some technical problems with traditional casting that make it difficult to keep the standard high.
Temperature control is crucial when working in hot conditions. Titanium has small processing windows where it can still be shaped easily without getting too grainy. If you don't heat something enough, it will crack; if you heat it too much, it will form coarse grains that lower wear strength. To keep large sections of an ingot at the same temperature, the furnace needs to be carefully managed, and the ingot needs to be quickly moved to forging equipment.
When titanium is forged, the tendency for the material to gall and stick to dies at high temperatures speeds up tool wear. In traditional methods, glass lubricants are used to keep metals from touching each other, but these coats need to be reapplied often and cause surface contamination that needs to be cleaned off afterward.
Extrusion and Rolling Operations
Titanium billets are either pressed through circle dies or rolled with curved rolls to get the final rod sizes. When extrusion happens, a hot block is pushed through a die hole by a compression force. This method makes cross-sections that are very regular and controls the flow of grains, but it needs a big press—often 10,000 tons or more for bigger sizes.
When you roll something, it passes through several holes that get smaller as you go. The process reduces the width while increasing the length. This method works well for medium to large production numbers, but it can be difficult to keep the dimensions within the acceptable ranges. A titanium rod is hard to work with cold, so it must be annealed between passes to restore flexibility. The process takes longer to make and uses more energy.
During hot working, the surface quality gets worse because an oxygen-rich, rigid layer called "alpha case" forms on the uncovered surfaces. To get rid of this layer, traditional finishing methods involve grinding or chemical milling, which costs more and wastes more material. If you don't remove the alpha case properly, it can cause stress concentrations that lead to wear cracks in service.
Step-by-Step Titanium Rod Manufacturing Process
Raw Material Preparation and Melting
When we start production, we ensure that all of the raw materials qualify. The titanium sponge and master alloy additions have an approved chemical analysis, which our lab checks using optical emission spectrometry. This double check stops changes in the makeup that might hurt the mechanical features.
There are strict rules about how to keep the making of consumable electrodes clean. The amounts of sponge and metal added are carefully controlled, and then the mixture is pressed or welded into the shape of an electrode. Surface impurities like oils, wetness, or particles cause flaws when melting, so electrodes are vacuum-baked at 150–200°C for a few hours before they are put through VAR processing.
During melting, our electron beam furnace and vacuum arc remelting tools keep the chamber pressure below 5 to 10 Pa. We constantly monitor the melt rate, spark voltage, ingot cooling rate, and vacuum level as process factors. Deviations cause automatic changes or human actions that stop flaws like segregation or porosity.
Hot Working and Thermomechanical Processing
After any flaws on the ingot's surface are fixed with ingot-surface preparation, primary forging can begin. To make sure the heat spreads evenly, we heat the ingots in electric resistance furnaces with programmable temperature zones. Forging happens in several steps, with warming in between. This improves the grain structure while reaching the goal dimensions.
Forged billets are turned into bars that look like nets through extrusion. Depending on the grade of the metal, the block is heated to 950 to 1050°C and then pushed through hardened steel dies. Usually, extrusion ratios are between 4:1 and 10:1. This creates enough plastic distortion to break down the leftover cast structure and line up grains lengthwise. This position improves the tensile strength along the rod's length.
We use rotating swaging or pilgering to gradually decrease the width while keeping better control of the dimensions between hot-working processes. Radial compressive forces are applied to the material while it is still hot. This keeps the surface from breaking, which can happen when cutbacks are too harsh.
Heat Treatment and Microstructure Control
Heat treatment sets the final mechanical qualities by changing the arrangement of phases and the size of grains. For commercially pure grades, annealing is the most common process. It involves heating to 650–750°C, holding for 1–2 hours per 25 mm of thickness, and then slowly cooling. This reduces any remaining pressures from the hot working process and creates a regular, balanced grain structure that is very flexible.
Heat treatment methods for Grade 5 metal are more complicated. Solution treatment at 900–950°C breaks up beta phase precipitates into a uniform high-temperature structure. This is followed by quick cooling (air or water quench) to keep the changed phases. Thereafter, aging at 480–650°C forms small alpha particles inside the beta matrix. This makes the material stronger while keeping its hardness.
Our annealing ovens have multi-zone heating elements that can be programmed to keep the temperature the same across the entire working area within ±5°C. Instead of just using data from the furnace's atmosphere, thermocouples that are attached directly to the metal pieces measure the real temperature. This accuracy stops under-annealing (not enough stress release) or over-annealing (too much grain growth).
Surface Finishing and Quality Control
Surface treatment gets rid of alpha case and scale while keeping the surface roughness at a certain level. When you mill chemicals in a solution of hydrofluoric acid and nitric acid, the oxygen-rich layers break down evenly and without any mechanical stress. Centerless grinding, on the other hand, gives you exact control over dimensions and smooth finishing that work well for tasks that don't need much post-machining.
Quality assurance includes many steps of checking. Ultrasonic tests can find internal breaks that are bigger than a 1.6 mm flat-bottom hole. Tensile tests are done on each output lot according to ASTM E8. Random rod samples are used to make sure that the minimums for yield strength, final tensile strength, and elongation are met.
The chemical makeup is checked using optical emission spectrometry, which looks at important elements like carbon, oxygen, nitrogen, vanadium, and iron. Our ISO 9001:2015 certification requires full tracking from the heat numbers of the raw materials to the identification of the finished products. This makes sure that all the necessary paperwork goes with every shipment.
Coordinate measuring tools and micrometers that are set to national standards are used for dimensional checking. Drawing limits are used to check the accuracy of the diameter, straightness, length, and perpendicularity. Root cause analysis is done on non-conforming material to ensure it doesn't happen again, and corrected steps are recorded in our quality control system.
Comparing Titanium Rods with Alternative Materials
Strength-to-Weight Performance Analysis
The strength-to-weight ratio is the most important thing for aircraft engineers to look at when choosing solid materials. The specific strength of Grade 5 titanium bars is about 200 kN·m/kg, which is a lot more than the specific strengths of 316 stainless steel at 75 kN·m/kg and 6061-T6 aluminum at 130 kN·m/kg. This benefit directly affects the amount of goods or fuel that planes and spaceships can carry. Each kilogram saved lets them carry more.
While stainless steel is cheaper to make and has great strength at room temperature, its 7.9 g/cm³ mass makes it heavier for mobile uses. Even stronger types of carbon steel are available, but they rust quickly in coastal and chemical settings and need protection coats that make upkeep more difficult.
Aluminum alloys are cheaper than other metals and are strong enough for use in situations with temperatures below 150°C. Aluminum's mechanical properties drop sharply after this point, but titanium's properties stay the same up to 400°C. Aluminum breaks down in strong acids and bases, so it can't be used in chemical processing equipment that works with hot, corrosive media.
Corrosion Resistance Comparison
Titanium resists rust in places where other metals break down because it spontaneously passivates. Solutions with chloride, like seawater, bleach production brines, and desalination brines, eat away at stainless steel within weeks, leaving holes and rust in the cracks. In these conditions, titanium makes a stable oxide layer, and even in hot 10% hydrochloric acid, it doesn't corrode at rates below 0.025 mm per year.
Tantalum and niobium are both resistant to rust in about the same way, but they are much more expensive and have a higher density. These refractory metals are useful in certain situations where titanium dissolves in hydrofluoric acid, but they are hard to find and process, so they aren't widely used.
Copper and copper alloys are better at transferring heat in heat exchangers, but they rust quickly in acidic liquids and ammonia compounds. Titanium heat exchangers in ammonia cooling systems stop the stress-corrosion cracking that happens in brass and copper parts. This makes them last longer, from 5 to 7 years to over 30 years.
Lifecycle Cost Considerations
Titanium costs three to ten times more than other materials to buy at first, based on the grade and shape. A lifetime study is needed to carefully show how this extra makes economic sense. A chemical processing company that chooses titanium heat exchanger tubes, which cost $12,000 over 316 stainless steel tubes, which cost $3,000, will have to pay more up front, but they won't have to be replaced every 5 to 8 years like stainless steel does.
Cutting down on maintenance costs is a big deal. Titanium doesn't rust, so it doesn't need to be coated again, it doesn't need cathodic protection systems, and it won't go out unexpectedly if it fails too soon. To avoid drydock maintenance, which costs $50,000 to $200,000 per event, naval engineers specify rotor shafts made of titanium and cooling systems that use seawater.
Getting rid of extra weight in moving tools saves money over time. Commercial planes that use titanium landing gear parts to lose 200 kg of weight each year save about 4,000 liters of fuel, which can be worth $3,000 to $5,000 a year based on the price of fuel. This operating saving far beats the initial material prices over the 25-year service life of the airframe.
Procurement Insights for Purchasing Titanium Rods
Evaluating Supplier Capabilities
To find a reputable provider, you need to look at both their professional skills and their quality control methods. Getting ISO 9001:2015 approval shows that you are committed to process control and ongoing growth, but it doesn't mean that you are an expert in the subject. Look for providers that have industry-specific licenses, like AS9100 for aircraft or ISO 13485 for medical equipment. These show that they know what the application needs.
Manufacturing tools has a direct effect on how consistent the results are. Suppliers who use vacuum arc remelting ovens make material that is cleaner and less contaminated between the layers than those who only use electron-beam melting. Multiple melting passes make sure that the chemicals are all the same, which lowers the differences in properties between lots of production.
Ask for building evaluations or video tours to see how production really works. Product reliability is strongly linked to operations that are well-organized, have written processes, use accurate measuring tools, and keep the workplace clean. Customers are welcome to visit our Baoji plant to see how our electron beam furnace, rolling mills, and testing labs work in a controlled environment.
Specification Development and Customization
For buying to work well, there must be clear specs that describe the material's makeup, mechanical qualities, size, and surface finish. Instead of making your own requirements unless you have to, use well-known ones like ASTM B348 for general uses, AMS 4928 for aircraft, and ASTM F136 for medical implants.
The cost and wait time of production are affected by the limits for sizes. Commercial precision bars (±0.13 mm in diameter) work well for most uses and keep stock on hand. Tolerances for precision (±0.05 mm) require more grinding processes, which delays delivery and raises costs by 15 to 25 percent. Check to see if your machine operations can handle looser specs, which would mean that your plant would have to do the finishing work since the setup costs have already been covered.
When providers are competing, their ability to customize sets them apart. We make bars with diameters from 6 mm to 300 mm and lengths of up to 6000 mm. We can handle both small quantities (10–50 kg) for prototypes and large amounts (500 kg or more) for production. Our cutting department makes complicated shapes like threaded rods, curved shafts, and grooved bars, so customers don't have to do any extra work.
Lead Time and Inventory Strategies
Standard grades in popular sizes (Grade 2 and Grade 5 in the 10-100 mm diameter range) usually keep delivery times between 2 and 4 weeks from reliable sources who keep stock. For non-standard sizes or ELI versions, mill production campaigns are needed, which can make wait times 10 to 16 weeks longer, based on the number of orders and the production plans at the time.
Supply problems are less likely to happen when you handle your goods strategically. Blanket purchase orders with planned releases keep the cost of keeping goods in check while also guaranteeing their availability. For customers who buy a lot, we have contract inventory programs that keep agreed-upon stock levels at our site and only bill when a supply is requested.
Price changes in titanium sponge, which is the main cost driver, cause buying risk. Since 2008, sponge prices have been between $7 and $15/kg, based on how well supply and demand are balanced around the world. When prices go up and down, long-term supply deals with price adjustment terms tied to public indices help keep suppliers in business even when prices change.
Quality Documentation Requirements
Full material tracking stops fake goods and lets you find out why something went wrong if it happens in the field. All-element chemical analyses, mechanical test results (such as hardness and tensile strength), heat treatment records, and physical inspection reports should all be included in certification packages. Each paper talks about heat or lot numbers that are written on the material.
Verification testing by a third party adds security to important apps. On samples from your inbound package, independent labs can do chemical analysis, tension testing, and metallographic inspection. Even though it takes longer and costs more, this validation keeps expensive problems from happening when non-conforming material gets into production.
Our quality control system instantly makes all the paperwork needed for tracking. Certifications for raw materials are linked to production travelers who keep track of every step of the process by writing down the name of the operator, the tools used, and the process factors. Final inspection data is used to fill out certificates of conformance that are sent with packages. This gives customers a full history of the material from the sponge to the finished product.
Conclusion
At every step of the process, from qualifying the raw materials to the final check, we need complex mechanical control to make titanium alloy bars. Understanding the basics of vacuum melting, thermomechanical processing, and how materials react to heat treatment helps buying workers judge a supplier's skills and choose the right materials. A titanium rod has a higher starting cost than other metals, but its high strength-to-weight ratio, resistance to rust, and biocompatibility make it a valuable long-term material for aircraft, chemical processing, medical devices, and semiconductors. When you choose providers with proven quality systems, flexible customization options, and technical know-how, you can be sure that you will get the materials you need to meet your business goals and stay ahead of the competition.
FAQ
Q: What are the main differences between Grade 2 and Grade 5 titanium rods?
A: Grade 2 titanium is commercially pure and has few alloying elements. It is very resistant to rust and easy to shape, but it is only moderately strong (345 MPa compressive). It works well in coastal environments and tools used in chemical handling, where resistance to rust is more important than strength. Grade 5 (Ti-6Al-4V) has a tensile strength of 860–965 MPa and is less flexible because it has aluminum and vanadium alloying. Manufacturers of aerospace parts use Grade 5 for structural parts that need to be strong for their weight. Due to the addition of alloys and the need for a more complicated heat treatment process, Grade 5 costs about 40 to 60 percent more than Grade 2.
Q: How does heat treatment affect titanium bar properties?
A: The microstructure, or the order and size of solid layers, is controlled by heat treatment. The microstructure directly affects the dynamic behavior. Annealing removes any remaining pressures and creates a regular grain structure that is strong and flexible at the same time. Solution treatment and the age of grade 5 metal cause small strengthening particles to form. These particles raise the yield strength by 15–20% while slightly lowering the flexibility. Inconsistent properties are caused by bad heat treatment: not enough temperature leaves behind stress that causes warping during cutting, and too much temperature makes coarse grains that shorten the service life. Aerospace material standards list the temperature ranges and cooling rates that are needed for each grade.
Q: What quality certifications should I require from titanium rod suppliers?
A: ISO 9001:2015 sets minimum standards for quality systems that can be used in any industry. For aerospace uses, you need AS9100 approval that shows you follow aviation-specific rules like process validation and configuration management. Medical device makers need ISO 13485 approval, which includes proof of biocompatibility and proof of cleaning. In addition to licenses, make sure that providers have methods in place that connect the heat numbers of produced goods to the heat numbers of raw materials. They should also do lot-specific mechanical testing instead of just depending on mill test reports from ingot makers.
Partner with Chuanghui Daye for Your Titanium Rod Needs
Shaanxi Chuanghui Daye is based in Baoji's Titanium Capital and has been working with rare metals for more than 30 years. They make titanium bars from commercially pure Grade 2 to medical-grade Ti-6Al-4V ELI. Their ISO 9001:2015-certified facility has electron beam furnaces, precision rolling mills, and other high-tech heat treatment equipment that meets ASTM B348, AMS 4928, and ASTM F136 standards. We offer unique widths from 6 to 300 mm, batch sizes that can be changed from prototypes to full production runs, and full paperwork that can be used to track the products. As a straight producer of titanium rods, we don't have to pay markups to distributors, and we'll keep providing expert help for the duration of your project. Email us at info@chdymetal.com to talk about your needs and get quotes backed by our promise to put quality first and customer satisfaction first.
References
1. Donachie, M. J. (2000). Titanium: A Technical Guide, 2nd Edition. ASM International, Materials Park, Ohio.
2. Lutjering, G., & Williams, J. C. (2007). Titanium, 2nd Edition. Springer-Verlag, Berlin Heidelberg.
3. Boyer, R., Welsch, G., & Collings, E. W. (1994). Materials Properties Handbook: Titanium Alloys. ASM International, Materials Park, Ohio.
4. ASTM International. (2020). ASTM B348-13: Standard Specification for Titanium and Titanium Alloy Bars and Billets. West Conshohocken, Pennsylvania.
5. Froes, F. H. (2015). Titanium: Physical Metallurgy, Processing, and Applications. ASM International, Materials Park, Ohio.
6. Peters, M., & Leyens, C. (2003). Titanium and Titanium Alloys: Fundamentals and Applications. Wiley-VCH Verlag GmbH & Co., Weinheim, Germany.



Learn about our latest products and discounts through SMS or email