- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Greek
- German
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
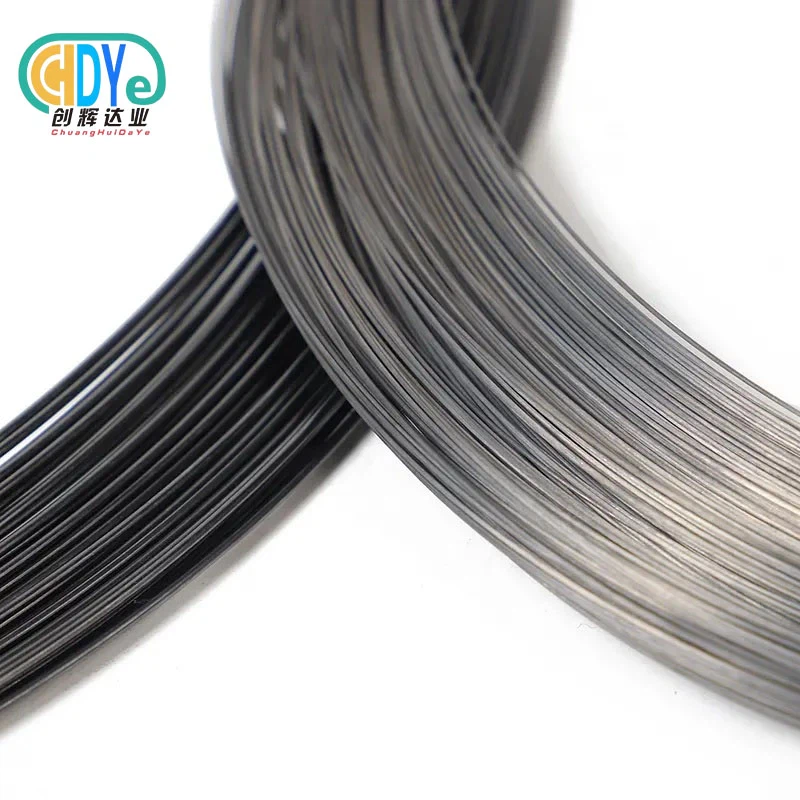
How Is Titanium Coil Wire Produced and Processed?
Titanium coil wire is made using a complex process that turns raw titanium materials into continuous strands that are wound on spools and are meant for automatic feeding in factories. Vacuum arc remelting, precision drawing, controlled annealing, and quality assurance steps are used to make wire products with diameters from 0.1 mm to 5 mm, tensile strengths between 345 and 895 MPa, and excellent corrosion resistance properties that can be used in the chemical processing, aerospace, and medical device manufacturing industries.

Introduction to Titanium Coil Wire Production
For manufacturing to work, materials need to have both great function and stable processing properties. Titanium wire products are an important part of many modern industry uses because they have special qualities that help engineers solve problems in many areas.
Knowing the basic properties of titanium products helps people who work in buying make smart choices. There are big differences in the chemicals that make up widely pure grades and alloyed versions, which have a direct effect on their mechanical qualities and how well they work in different situations. Grade 1 titanium is the most flexible and resistant to rust, while Grade 2 titanium is the best mix of strength and flexibility. Grade 5 (Ti-6Al-4V) has better strength properties, with a tensile strength of up to 895 MPa. This makes it perfect for difficult structure uses.
Chemical Composition and Purity Grades
Which of the different grades of titanium to use varies depending on the needs of the purpose. For Grade 1 standards, commercially pure titanium usually has less than 0.25% iron and 0.20% oxygen as alloying elements. For medical uses, these materials are very biocompatible, and in chemical processing settings, they are very resistant to corrosion.
Some elements are added to alloyed titanium grades to improve their mechanical qualities. Grade 5 titanium is made up of about 6% aluminum and 4% vanadium. This makes it a very strong material that is needed in aircraft uses. Different grades have a mass ranging from 4.43 to 4.51 g/cm³, which means they are still lightweight while providing excellent performance.
Critical Applications Across Industries
Manufacturing companies in the aerospace industry use titanium coil wire for structural parts that need to be strong and not rust in harsh circumstances. The continuous coil shape makes it possible to automate welding processes, which cuts down on production time while keeping quality standards high.
Implants, surgical tools, and other specialized medical equipment are made with titanium wire goods because they are biocompatible and don't rust. Modern production methods allow for precise control of the thickness, which makes the product compatible with small medical devices and other precision uses.
Titanium is very resistant to rust, so equipment in the chemical processing industry that is exposed to harsh chemicals and high temperatures can count on it. When installed and maintained, the coiled shape makes things easier and more reliable over time, even in tough operating conditions.
Step-by-Step Production Process of Titanium Coil Wire
Several carefully controlled steps are used to make sure that the material qualities and dimensions stay the same throughout the production process of high-quality titanium wire products. To meet strict industrial standards, each step needs its own special tools and strict quality control measures.
Raw Material Sourcing and Quality Control
The first step in production is carefully choosing the titanium raw materials, such as titanium sponge, recycled titanium scrap, and main bars. Material certification makes sure that the chemical makeup and trace element standards are met. Advanced analytical methods check the levels of purity and look for possible contaminants that could affect how well the end product works.
At this stage, quality control procedures include tests for chemicals, hardness, and microstructural integrity. These tests make sure that the raw materials meet strict requirements before they are used in the production process. Traceability paperwork is sent with materials at all stages of production, which helps with quality assurance programs that cover everything.
Advanced Melting and Casting Techniques
Vacuum arc remelting (VAR) technology makes titanium crystals that are all the same and have a controlled substructure with little contamination. Oxidation and hydrogen pickup are stopped by the vacuum, which are important factors that affect the qualities and weldability of the material. To get the pure levels you want and get rid of segregation, you can use more than one remelting exercise.
Electron beam melting is a different method for specific uses that need materials that are very pure. This process works in a very dry environment, which lets the chemical make-up and microstructural properties be precisely controlled. When compared to traditional melting methods, the ingots that are made are more consistent and have less inclusion content.
Mechanical Processing: Rolling and Wire Drawing
Titanium bars are turned into intermediate rods with controlled sizes and mechanical qualities by hot rolling them. Temperature control during rolling stops grains from growing too much while keeping the workability of the material. Multiple rolling passes are needed to get the width down to the desired level while keeping the material's structure.
Using controlled bending methods, cold drawing processes make wires with exact dimensions. Progressive die reduction makes it possible to get very close specs on the sizes of the parts while also working the material to a certain level of strength. Lubrication systems keep surfaces from getting damaged and make sure that processing goes smoothly during drawing operations.
Heat Treatment and Stress Relief
Controlled atmosphere annealing lowers the stresses of processes and makes the material qualities work best for certain uses. Controlling the temperature and environment keeps things from getting contaminated while getting the microstructural properties that are wanted. Vacuum annealing gets rid of hydrogen content below 150 ppm, which stops stressed parts from failing slowly over time.
For alloyed grades, solution treatment and aging processes create the best mixtures of strength and ductility. Controlling the temperature and cooling rates very precisely determines the final mechanical qualities and microstructural features. Quality assurance through mechanical testing shows that certain property goals have been met.
Key Properties and Specifications of Titanium Coil Wire
Titanium wire goods have certain performance traits that come from carefully controlling the production process and choosing the right materials. By knowing these qualities, engineers can choose the best materials for different uses and be sure that they will work reliably in real-world situations.
Mechanical Properties and Performance Metrics
Tensile strengths can be anywhere from 345 to 895 MPa, depending on the grade and how it was processed. Tensile strengths for grade 2 titanium are usually between 345 and 450 MPa, which makes it easy to shape into complicated shapes. It is possible for grade 5 titanium to reach higher strengths of up to 895 MPa while still being flexible enough for manufacturing tasks.
The yield strength of an object affects how it acts when it is loaded. Depending on the grade and state, the 0.2% offset yield strength is usually between 276 and 825 MPa. For important uses, these numbers help with structural design formulas and figuring out safety factors.
The ability of a material to bend and shape is shown by its elongation properties. Pure grades that are sold commercially have elongation values above 20%, which allows for complicated shaping processes. It is common for alloyed types to stretch by 10 to 15 percent while still being very strong.
Dimensional Tolerances and Specifications
Controlling the wire thickness tolerance makes it possible for precise uses that need exact size requirements. To support uniformity in manufacturing, standard limits of ±0.025mm for diameters less than 1.0mm and ±0.05mm for diameters greater than 1.0mm are used. For tough uses, special processing methods can be used to get custom specs.
The specs for the surface finish affect how well the next step of processing and application works. Brightly annealed surfaces are best for welding, while pickled surfaces are better at keeping oil in place for forming. Surface roughness numbers are usually between 0.2 and 0.8 μm Ra, but can be higher or lower based on the finishing needs.
Comparison with Alternative Materials
Titanium coil wire is more resistant to rust than stainless steel options, especially in places where chlorine is present. The creation of the passive oxide layer protects against chemical attack over time, which lowers the need for upkeep and increases the service life.
There are weight savings of 40 to 45% compared to steel options while keeping the same level of strength. This weight loss is very important in aerospace uses, where every gram affects speed and fuel economy. The ratio of strength to weight is higher than that of aluminum alloys, and it is better at resisting rust and staying stable at high temperatures.
When thinking about costs, you have to weigh the benefits of long-term success against the original investment in materials. Even though titanium materials are more expensive than other metals, the longer life and lower upkeep needs often make the investment worth it through total cost of ownership analysis.
Advanced Processing Techniques and Welding of Titanium Coil Wire
Customized processing methods bring out the best in titanium wire products when they are used to make structures and combined parts. By learning these methods, producers can get the best results and avoid common processing mistakes that can damage the properties of the material.
Welding Best Practices and Methodologies
When working with titanium materials, TIG welding gives you exact control over how much heat you add and how much filler metal you add. When welding, pollution can't happen because the purity of the argon protecting gas is higher than 99.99%. Back cleaning methods keep the root side of weld joints from being exposed to air, which results in clean welds with no holes.
Laser welding is useful for high-speed production tasks that need to leave as few heat-affected areas as possible. The focused heat source keeps the shape from distorting and lets you fine-tune the weld depth and structure. When work needs to be done over and over, automated laser welding systems give uniform results.
Joint preparation steps have a big effect on the quality of the weld and its mechanical features. Inclusions and pores can't form on surfaces that are clean and free of oxides. Surface residue that could weaken the weld is removed by chemical cleaning or mechanical preparation.
Contamination Prevention Strategies
Atmospheric safety during the welding process stops the pickup of hydrogen and oxygen, which can weaken titanium materials. During cooling stages, when titanium is still open to contamination, trailing screens provide extra protection. For important jobs, chamber welding is the best way to keep contaminants out.
Using the right methods for keeping and handling keeps materials clean before they are processed. Vacuum-sealed wrapping keeps wire surfaces from getting wet and contaminated by the air. When precision assembly work is being done, clean rooms keep particles from getting into the work.
Customization Capabilities and OEM Specifications
Through controlled drawing processes, wire diameter changes can be made to meet the needs of each application. To meet special engineering needs, custom diameters between common sizes can be made. Customizing the length makes it possible to get the most out of the materials used and the speed of the process.
Patterns for coil winding can be changed to fit the needs of different feeding tools. Level-wound spools prevent tangling during automated feeding operations, while random-wound coils offer cost advantages for manual processing applications. Different types of tools and storage needs can be met by different spool sizes.
Specialized surface processes make things work better in certain situations. Controlling the surface roughness makes it more resistant to rust, and passivation processes make it easier for things to stick together during gluing operations. Custom packing options keep things in good shape while they're being shipped or stored.
Procurement Guide: Sourcing High-Quality Titanium Coil Wire
For procurement strategies to work, suppliers' skills, quality processes, and expert support services for titanium coil wire need to be carefully looked at. Procurement workers can find reliable partners who can meet strict industry standards if they understand important selection factors.
Supplier Evaluation Criteria
The ISO 9001:2015 certification is a basic quality system validation that makes sure processes are uniform and that practices for ongoing growth are used. AS9100 aerospace approval shows that a company can meet strict quality and traceability standards for aircraft. Getting NADCAP certification for certain processes shows that you can do important industrial tasks well.
A manufacturing capacity review looks at how well the equipment works, how much it can produce, and how long the lead time is. Technical skill is shown by advanced melting facilities, precise drawing tools, and a wide range of testing options. Flexibility in the production schedule allows for pressing needs and prototype amounts.
The engineering knowledge and application knowledge that go into technical support services make sellers stand out. Metallurgical advice, help choosing materials, and suggestions for processes add value on top of just providing materials. Quality paperwork and certification packages help customers meet the standards of quality systems and regulations.
Pricing Trends and Market Considerations
How the global titanium market changes affects how much it costs and how easy it is to get. Costs of raw materials, energy, and government rules all have an effect on output prices. Long-term supply deals keep prices stable and make sure that materials are always available, even when the market changes.
Some of the perks of buying in bulk are big savings and priority scheduling. Minimum order amounts keep the cost of inventory investment and unit cost efficiency in check. Just-in-time shipping is possible with consignment programs, and the cost savings of buying in bulk are still there.
Benefits of Direct Factory Sourcing
When you work directly with a maker, you avoid the markups that come with marketing and get access to technical knowledge and customization options. With factory-direct buying, you can change the specifications and integrate the quality system. Shorter supply lines cut down on wait times and make it easier to adapt to new needs.
When you buy directly from makers, you can track the quality of the goods from the raw materials to the final inspection. Quality checks can be done with mill test certificates, process paperwork, and inspection records. Talking directly with production teams makes it easier to solve problems and improve processes.
Conclusion
The making and processing of titanium coil wire is an advanced industrial feat that blends cutting-edge metallurgical methods with precise quality control systems. When procurement workers and engineers know about the whole production process, from choosing the raw materials to the final inspection, they can make choices that improve both performance and cost-effectiveness. Because titanium has special qualities, like not rusting, being strong for its weight, and being compatible with living things, it is used as an important part of many industries, such as aircraft, medicine, and chemical processing. To make sure that you always have access to high-quality products that meet strict industrial standards, good buying strategies stress qualifying suppliers, checking quality systems, and building long-term partnerships.
FAQ
Q: What are the primary advantages of titanium coil wire compared to stainless steel alternatives?
A: Titanium wire products are better at resisting rusting than stainless steel products, especially in chloride-filled settings where stainless steel materials rust in pits and cracks. The 40–45% weight decrease compared to steel alternatives is very important in aircraft use while keeping the same level of strength. Titanium is also biocompatible, which means it can be used in hospital settings where stainless steel might cause problems.
Q: Which welding methods work best with titanium wire materials?
A: TIG welding gives the best results for titanium coil wire uses because it allows exact heat control and a low risk of contamination. Laser welding makes it possible to work quickly and with few areas touched by heat in automated industrial settings. To get a good solder quality and mechanical features with either method, you need to use high-purity argon protection and follow rules to keep contamination from happening.
Q: How do different purity grades affect pricing and performance characteristics?
A: For general industry uses, Grade 2 titanium is 20–30% cheaper than Grade 5 metal and is very good at resisting corrosion and being easy to shape. Grade 5 (Ti-6Al-4V) is more expensive, but it has better strength properties, like a tensile strength of up to 895 MPa, which makes the investment worth it for difficult structural uses. How you choose between grades relies on the performance needs and cost-cutting goals of the application.
Q: What quality certifications should I expect from reliable titanium wire suppliers?
A: As a minimum, reputable providers require ISO 9001:2015 quality management certification. For aerospace uses, AS9100 approval is needed for better quality control and traceability. Accreditation by NADCAP for specific processes shows that a company has proven its skills in important industrial tasks. To help customers with their quality systems, each package should come with mill test certificates, chemical analysis records, and proof of mechanical properties.
Q: How should titanium coil wire be stored to prevent contamination?
A: Vacuum-sealed packaging keeps the surface clean and stops moisture uptake, which can cause hydrogen embrittlement during processing. Surface rust and contamination can be avoided by storing things in clean, dry places where the temperature and humidity are managed. As soon as the box is opened, the materials inside should be used right away or put back in safe environments to keep their quality.
Partner with Chuanghui Daye for Premium Titanium Coil Wire Solutions
Shaanxi Chuanghui Daye Metal Material stands as your trusted titanium coil wire supplier, delivering ISO 9001:2015 certified products from our advanced manufacturing facility in Shaanxi Province's Titanium Capital. Our three decades of rare metal industry expertise enable us to provide Grade 2 and Grade 5 titanium wire products with diameters from 0.1-5mm, tensile strengths reaching 345-895 MPa, and exceptional corrosion resistance for aerospace, medical, and chemical processing applications. Contact our technical team at info@chdymetal.com to discuss your specific requirements and discover how our factory-direct pricing, comprehensive quality documentation, and reliable delivery schedules can optimize your procurement strategy while ensuring consistent access to premium titanium materials.
References
1. Boyer, R., Welsch, G., & Collings, E.W. "Materials Properties Handbook: Titanium Alloys." ASM International, Materials Park, Ohio, 1994.
2. Donachie, Matthew J. "Titanium: A Technical Guide, 2nd Edition." ASM International, Materials Park, Ohio, 2000.
3. American Welding Society. "AWS A5.16/A5.16M-13: Specification for Titanium and Titanium-Alloy Welding Electrodes and Rods." Miami, Florida, 2013.
4. ASTM International. "ASTM B863-14: Standard Specification for Titanium and Titanium Alloy Wire." West Conshohocken, Pennsylvania, 2014.
5. Lutjering, Gerd, & Williams, James C. "Titanium, 2nd Edition: Engineering Materials and Processes." Springer-Verlag, Berlin, 2007.
6. Peters, M., Kumpfert, J., Ward, C.H., & Leyens, C. "Titanium Alloys for Aerospace Applications." Advanced Engineering Materials, Volume 5, Issue 6, 2003.

Learn about our latest products and discounts through SMS or email